 咨詢電話:13293500000
咨詢電話:13293500000
咨詢電話:13293500000


— 資訊 —
 全國免費(fèi)客服電話
13293500000
全國免費(fèi)客服電話
13293500000
郵箱:13293500000@163.com
手機(jī):13293500000
電話:0350-6068888
地址:中國山西
坯料在冷鍛時(shí)要產(chǎn)生變形和加工硬化,使鍛模承受高的荷載,因此,需要使用高強(qiáng)度的鍛模和采用防止磨損和粘結(jié)的硬質(zhì)潤滑膜處理方法。另外,為防止坯料裂紋,需要時(shí)進(jìn)行中間退火以保證需要的變形能力。為保持良好的潤滑狀態(tài),可對(duì)坯料進(jìn)行磷化處理。在用棒料和盤條進(jìn)行連續(xù)
材質(zhì)控制的責(zé)任由不銹鋼鍛件訂貨單位和供應(yīng)單位分擔(dān)。不銹鋼鍛件訂貨單位負(fù)責(zé)設(shè)計(jì)、選材和提出生產(chǎn)制造中的控制要求。不銹鋼鍛件供應(yīng)單位負(fù)責(zé)實(shí)施適當(dāng)?shù)墓に嚳刂坪蜋z驗(yàn)后,不銹鋼鍛件訂貨單位(或主合同商)還應(yīng)負(fù)責(zé)批準(zhǔn)不銹鋼鍛件供應(yīng)單位的生產(chǎn)設(shè)備和生產(chǎn)能力,而不銹
切邊和沖孔可在熱態(tài)或冷態(tài)下進(jìn)行。根據(jù)切邊和沖孔時(shí)不銹鋼鍛件溫度通常可分為熱切邊、熱沖孔和冷切邊、冷沖孔。熱切邊和執(zhí)沖孔,是在模鍛后利用30403不銹鋼鍛件的余熱立即進(jìn)行。冷切邊和冷沖孔,是在模鍛后不銹鋼鍛件完全冷卻后再進(jìn)行。 編制工藝時(shí),須根據(jù)大眾所
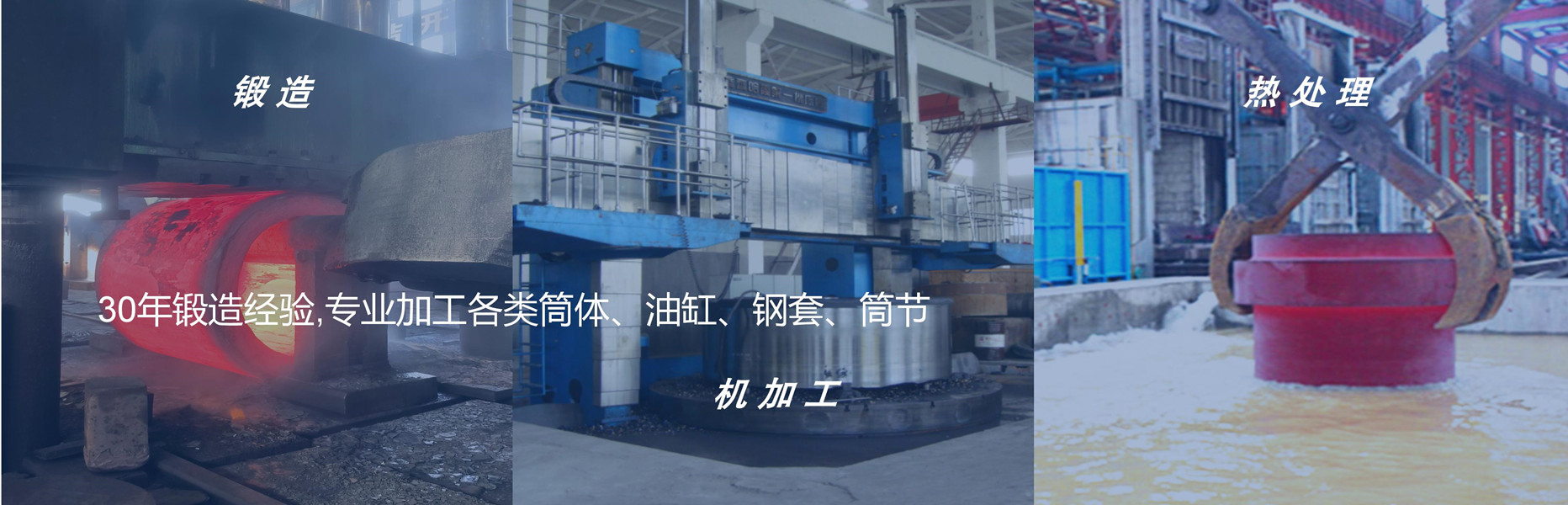
超高壓容器的發(fā)展趨勢(shì)是操作壓力越來越高、容器尺寸越來越大,因此對(duì)結(jié)構(gòu)、材料和制造提出了更嚴(yán)格的要求。常用的結(jié)構(gòu)有:整體鍛造或整體鍛造經(jīng)自增強(qiáng)處理的單層 厚壁 筒體 ;
從事大型 自由鍛造 技術(shù)工作,需要具備一套完整的高溫塑性變形理論基礎(chǔ)和靈活的工藝思路,需要熟知鋼錠的冶煉過程、澆注、去應(yīng)力退火、化學(xué)分析、加熱、鍛造、鍛后處置、鍛后熱
服務(wù)熱線

